For this blog i will focus on the seven main lighting techniques continue reading how to select the best lighting.
Lighting techniques in machine vision ppt.
How light is reflected and may pose challenges in creating a good image.
A variety of parameters can determine the light source which creates an interaction with the test object and its individual material properties.
How to choose the right lighting for machine vision applications lighting can also affect how easy it is for computer analysis to produce a workable image.
Machine vision capabilities br checks for br gauging or measurement.
The main task of lighting is to create contrast between the object features to be detected.
3 machine vision in automation.
The three areas you must focus on to ensure image stability are.
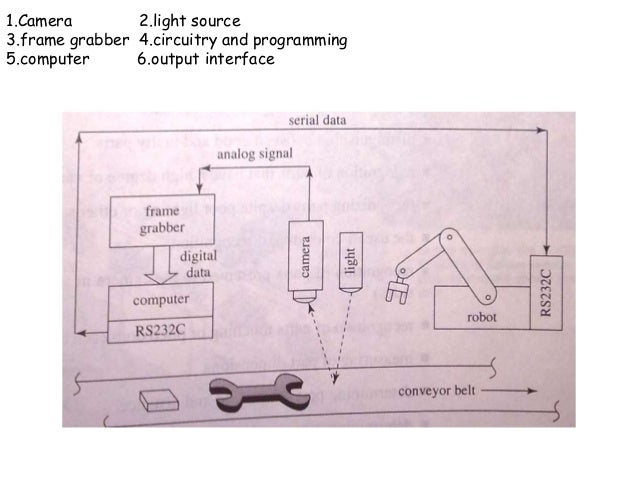
Pete kepf cvp www kepf me machine vision is the use of a computer to acquire visual information and or extract image information for purposes of data storage or automatic decision making.
Correct lighting is critical to a successful machine vision installation.
For example whereas led lighting has a longer life expectancy quartz halogen lighting may be the choice for a particular inspection because it offers greater intensity.
In machine vision applications we need to provide light in a controlled way that accentuates features we care about while minimizing distracting features light from the environment is a dan ger because it may change when we don t expect it.
Lighting techniques for machine vision.
Pete kepf cvp www kepf me motion robot guidance defect flaw detection inspection grading sorting identification verification data acquisition.
Camera and lighting technology obtaining a digital representation of an image software computational techniques to process or modify the image data analysis decisions using the results of the processing in robot control.
Scene machine vision excels at quantitative measurement of a structured scene because of its speed accuracy and repeatability.
Criteria as applied to machine vision.
A substandard lighting arrangement will prevent the system from working to its optimum potential.
The key to deploying a robust machine vision application in a factory automation setting is ensuring that you create the necessary environment for a stable image.
It may result in additional engineering time needed reduced reliability or perhaps increased image processing times to achieve a working system.
A machine vision system built around the right camera resolution and optics can easily.
Dimensions br serial numbers br presence of components br pattern matching br blob analysis or edge detection br optical character recognition ocr br and barcode decoding br surface inspection br colour analysis br.
Vision lighting and imaging optics are best designed together as a system.
Additional material in cs766 ece 533 me 739.
Machine vision as a sensor for robots.
For example on a production line a machine vision system can inspect hundreds or even thousands of parts per minute.